
平成17年度1次試験解答:運営管理
設問1
解答:ア(a とb )
MRPに関する問題である。
(a) 生産能力,需要予測量、在庫水準は、総合生産計画(APP:Aggregate Production Planning)の重要なインプットである。
→○:総合生産計画(APP:Aggregate Production Planning)は全般的生産計画とも呼ばれ、需要予測量、設備能力、在庫水準、労働力水準などをインプットして、製品タイプや製品ファミリーのレベルでの生産計画を作成する。
(b)資材所要量計画(MRP:Material Requlrements Planning)は、個々の部品や原材料の生産量や購入量とその必要時期を決定する。
→○:MPR(Material Requirements Planning:資材所領量計画)とは、ある期間の生産計画に対して、どのような資材(部品)をいつ、どのくらい必要であるかという計画を作成することある。
(c)部品構成表(BOM:Bill Of Materials)は、製品のタイプ、ファミリー、アイテムの関係を示したものである。
→×:部品構成表(BOM:Bill Of Materials )は組み立て型製造業において、製品がどの部品・下位構成品・中間製品および原資材などから構成・製造されるのかという関係を示したリストである。
(d)マスタープロダクションスケジュール(MPS:Master Production Schedule)は各製品ファミリーの生産量を計画したものである。
→×:マスタープロダクションスケジュール(MPS:Master Production Schedule)とは、基準生産計画、基準生産スケジュールとも呼ばれ、総合生産計画の結果を元に製品などの独立需要品目1つ1つの生産量を計算するものである。対象とするのは製品ファミリーよりもアイテム・ユニットレベルが対象となる 。
設問2
解答:ア(aとb)
ラインバランシングとは、「生産ラインの各作業ステーションに割り付ける作業量を均等化する手法」である。
| (a) | 最低限必要な作業ステーション数は、サイクルタイムが一定ならば、製品1個あたりの作業時間の総和が増えるほど多くなる。 →○:サイクルタイムが一定ならば、製品1個あたりの作業時間の総和が増えるほど多くなる。
|
| (b) | バランスロスの値は、同一の製品の下では、作業ステーション数が増えると大きくなる傾向がある。 →○:バランスロスとは、ライン生産などにおいて、各作業ステーションのサイクルタイムが合わないことにより発生するロス(遊び時間)。すなわち、作業ステーションが増えるとサイクルタイムが合わないことによるバランスロスが増える傾向がある。 |
| (c) | サイクルタイムおよび作業ステーション数が一定の下では、各作業ステーションへの作業の負荷を均等に近づけるほど編成効率の値は高くなる。 →×:サイクルタイム及び作業ステーション数が一定の下では作業の負荷を均等に近づけても編成効率に影響はない |
| (d) | サイクルタイムは、生産ラインの前半と後半で同一である必要はない。 →×:サイクルタイムは、生産ライン全体から製品が作り出される時間間隔であるため、ラインの前半と後半で値が変わるというものではない。 |
設問3
解答:イ(a とd )
(a)パラ置きは、運搬するためには最も悪い置き方であり、改善の余地が大きい。
→○:(b)の運搬活性度指数を見ても分かるように、バラ置きが最も悪い置き方であり、改善の余地が大きい。
(b) 物品を移動するために必要な取り扱いの手間の数を運搬活性度係数という。
→×:運搬活性指数(品物を移動する場合にその状態がどれだけ移動に適したものであるかを表す指標)の説明である。
運搬活性は5段階の指数で表され、活性指数が高いほど運搬のムダが少なく、動かしやすいことを意味します。
| 状態 | 内容 | 運搬活性指数 |
|---|---|---|
| バラ置き | 床や棚に直接置かれている状態 | 0 |
| 箱入り(箱置き) | 箱や袋に入れられた状態 | 1 |
| 枕付き(パレット置き) | パレットや枕を用いてすぐに持ち上げられる状態 | 2 |
| 車上(車置き) | 搬送具上に置かれた状態 | 3 |
| 移動中 | コンベアなどの上を移動している状態 | 4 |
(c) ユニットロードとは、1単位の荷物を運搬することである。
→×:ユニットロードとは荷物を大量に扱う場合、コンテナ・パレット・容器などを用いて、複数の荷物をひとまとめにして、一つの貨物としたものである。1単位の荷物を運搬することではない。
(d) 運搬工程分析では、対象物の置かれている状態を表す「台記号」が用いられる
→○ :運搬工程分析とは、分析記号を用いて運搬工程を分析する方法である。運搬工程分析で使用される分析記号には、基本記号(品物の扱われ方による作業の区分を示す)と台記号(品物の置かれた状態を示す)がある。
設問4
解答:エ(b とc)
(a) レイテイングとは、時間観測時の作業時間と標準時間とを比較し、現状作業を評価することである。
→×:レイテイングとは、訓練を受けた観測者が正常と感じる速度と比較し、観測時間を評価することである。
(b) レイテイング係数が120の作業は、基準とする作業ペースより速いペースである
→○:レイテイング係数が120の作業は基準とする作業ペース100より1.2倍早いペースである。
(c) レイテイングの手法は一般に、評価を行う人の訓練を必要とする。
→○:評価を行なう人は早いか遅いかの判定をしないといけないので訓練が必要である。
(d) レイテイングの対象となる作業者は、データの用途にかかわらず、その作業について熟練していなければならない。
→×:ある程度は作業ができないといけないが熟練している必要はない。
設問5
解答:ウ
定期発注方式における発注量は次式で計算される。
よって解答はウである
設問6
解答:イ(aとd)
生産技術に関する材料、技術、機械、新技術に関する問題である
(a) 試作モデルと同一の輪郭を持つように工作物を削るためには、ならい旋盤が使用される。
→○:ならい旋盤とは、型板や模型にならって、刃物台が自動的に切込んでゆき、送り運動を行なって工作物に型板と相似の輪かくを削りだす作業をする旋盤のことである。
(b)レーザを用いて工作物を加工するためには、放電加工機が使用される。
→×:レーザを用いて工作物を加工するのはレーザ加工機である。
(c)工作物の穴あけをするためには、ホ一二ング盤が使用される
→×:ホ一二ング盤は穴あけをするための工作物ではない。
(d)工作物の平面削りや溝削りをするためには、フライス盤が使用される。
→○ : フライス盤とは、フライスと呼ばれる工具を用いて平面や溝などの加工を行う工作機械である。
設問7
解答:ウ(bとc)
| (a) | 工作機械やロボットなどの制御に用いられるサーボ機構では、電流や電圧などの電気量を制御量としている。 →×:サーボ機構とは、物体の位置、方位、姿勢などを制御量として、目標値に追従するように自動で作動する機構。 |
| (b) | 機械加工におけるセル生産方式では、グループテクノロジーの手法を用いて部品および機械をグループ化し、セルを構成する。 →○:正しい。 |
| (c) | 工作機械の数値制御(NC)は、コンピュータを機械に組み込んだCNCから、生産管理コンピュータと数億制御システムとの間でデータを分配する階層システム (DNC)へと発展している。 →○:正しい。以下に選択肢の各用語の説明を記す。
|
| (d) | コンピュータ上に製品のモデルを構築して進める設計をCAMと呼び、そのモデルの情報を加工機械などに直接インプットする生産方式をCADと呼んでいる。 →×: コンピュータ上に製品のモデルを構築して進める設計をCADと呼び、そのモデルの情報を加工機械などに直接インプットする生産方式をCAMと呼んでいる。 |
設問8
解答:エ
ある在庫点でのエシェロン在庫とは、そこから下流に存在するすべての在庫の総和である。 よって、
- 在庫点1:30+10+20+10+10=80
- 在庫点2:20+10+10=40
- 在庫店3:10
となる。
←問題に戻る設問9
解答:ウ
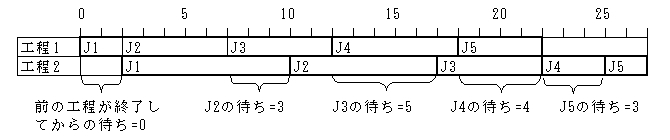
前の工程で作業を終えたのち次の工程の作業待ちをしている時間は
0+3+5+4+3=15である。
設問10
解答:イ(aとc)
(a)単純移動平均法は、需要の時系列データの不規則変動部分を平準化することに着目した予測法である。
→○:正しい
(b)単純移動平均法では、使用する時系列データの数を多くすれば、予測値はデータ変化に迅速に反応する。
→×:使用する時系列データの数を多くすると、データ変化への対応が緩慢になり、穏やかな変化を示す。
(c)単純指数平滑法は、移動平均値を作成するために過去の時系列データに指数型の重みを適用する予測法である。
→○:正しい
(d)単純指数平滑法では、平滑化乗数の値を小さくすれば、予測値はデータ変化に迅速に反応する。
→○:単純指数平滑法では、平滑化乗数の値を大きくすれば、予測値はデータ変化に迅速に反応する。